If you have a need to contact us, email us at [email protected] or use the form below.
Nous avons hâte de vous servir!




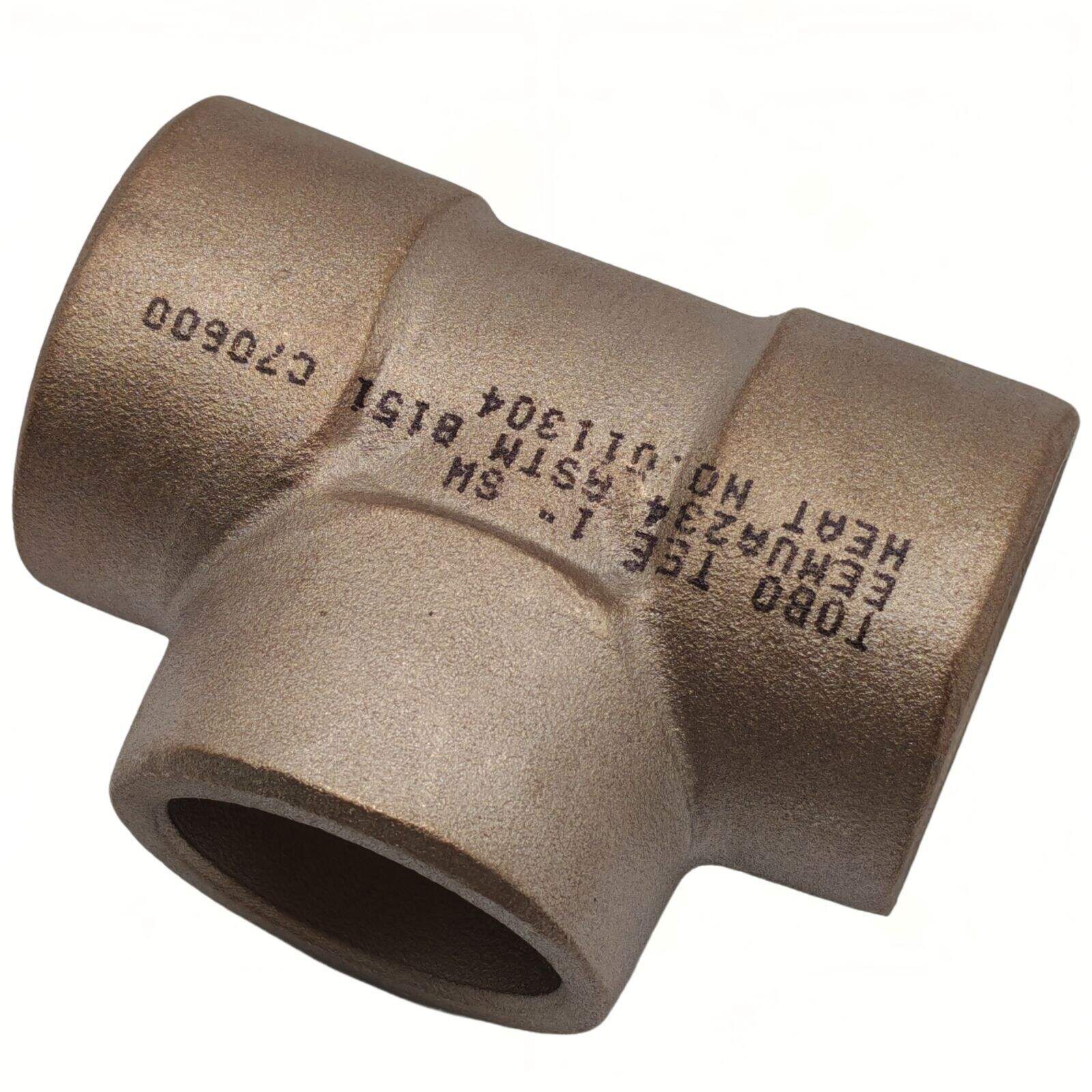
Raccord té industriel en cuivre-nickel
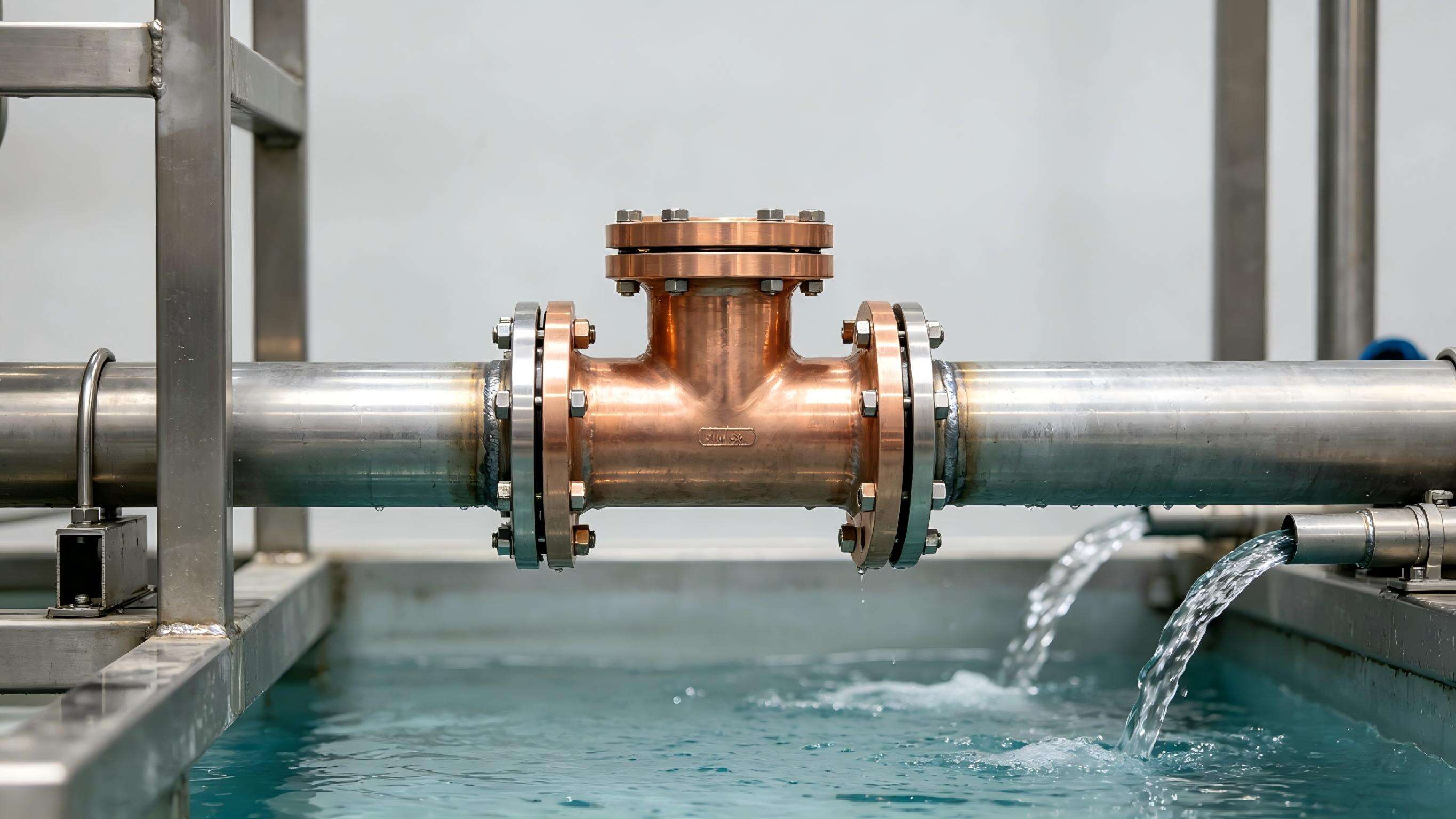
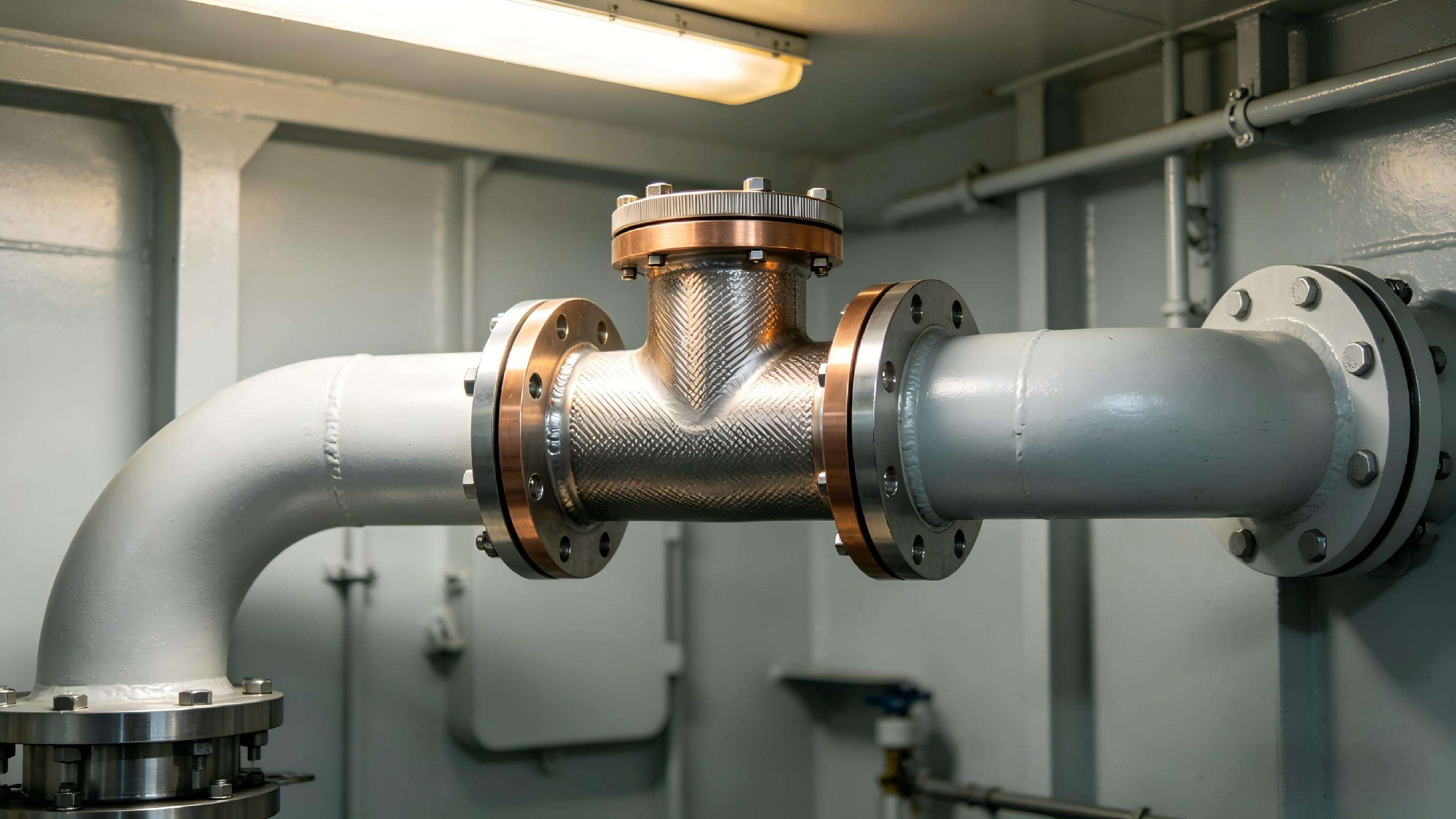
Les raccords té en cuivre-nickel sont fabriqués à partir d’alliages cuivre-nickel 90/10 ou 70/30, offrant une excellente résistance à la corrosion par l’eau de mer et aux bio-encrassements, ainsi qu’une bonne soudabilité. Ils sont spécifiquement conçus pour les raccordements dérivés dans les systèmes de tuyauteries transportant de l’eau de mer, de l’eau de refroidissement industrielle et des fluides similaires. Disponibles en versions à diamètre égal ou réductrices, conformément aux normes telles qu’ASTM et DIN, ils sont largement utilisés dans les applications marines, les systèmes de refroidissement à eau de mer et les échangeurs thermiques.

Y a-t-il un problème ?
Veuillez nous contacter pour vous servir !

Avantages industriels essentiels
Résistance excellente à la corrosion par l’eau de mer : Les alliages cuivre-nickel (notamment les compositions 90/10 et 70/30) présentent des taux de corrosion uniforme extrêmement faibles dans des milieux riches en ions chlorure, tels que l’eau de mer et l’eau saumâtre, dépassant largement l’acier au carbone et les aciers inoxydables courants, ce qui prolonge considérablement la durée de vie des systèmes de tuyauterie.
Résistance aux bio-encrassements : Les ions cuivre présents dans le matériau inhibent l’adhésion et la reproduction des micro-organismes marins, réduisant ainsi les obstructions des canalisations et la nécessité de nettoyages et d’entretiens fréquents, ce qui le rend adapté à une immersion prolongée en eau de mer.
Bonne résistance à la corrosion sous contrainte et aux chocs : Contrairement aux aciers inoxydables austénitiques, les alliages cuivre-nickel ne sont pas sensibles à la fissuration par corrosion sous contrainte et conservent une excellente ductilité ainsi qu’une bonne ténacité à basse température.
Excellente aptitude à la mise en forme et à la soudabilité : Ce matériau permet une soudure homogène, produisant des soudures à haute résistance et très denses. Il est compatible avec les procédés TIG, MIG et le brasage, facilitant ainsi l’installation et l’entretien sur site.
Coût À Long Terme Éfficace: Bien que le coût initial du matériau soit légèrement plus élevé, le coût total sur le cycle de vie est nettement réduit grâce à l’élimination des revêtements, des anodes sacrificielles et des remplacements fréquents.
|
Paramètre |
Détails |
|
Normes applicables |
ASME B16.9 (raccords soudés bout à bout), ASME SB466 / SB467, ASTM B466 / B467, MSS SP-43 (parois minces), BS 6154, DIN 2615, EN 1254-4 |
|
Matériau – UNS C70600 (90/10) |
Cu : ≥ 88,6 %, Ni : 9,0–11,0 %, Fe : 1,0–1,8 %, Mn : ≤ 1,0 %, Zn : ≤ 1,0 %, Pb : ≤ 0,05 %, C : ≤ 0,05 %, S : ≤ 0,03 % |
|
Matériau – UNS C71500 (70/30) |
Cu : 68,5–71,5 %, Ni : 29,0–33,0 %, Fe : 0,4–1,0 %, Mn : ≤ 1,0 %, Zn : ≤ 1,0 %, Pb : ≤ 0,05 %, C : ≤ 0,05 %, S : ≤ 0,03 % |
|
Propriétés physiques (C70600) |
Masse volumique : 8,94 g/cm³ ; Point de fusion : 1170–1240 °C ; Conductivité thermique : 45 W/(m·K) à 20 °C ; Résistivité électrique : 0,19 Ω·mm²/m ; Module d’élasticité : 135 GPa |
|
Propriétés physiques (C71500) |
Masse volumique : 8,94 g/cm³ ; Point de fusion : 1180–1240 °C ; Conductivité thermique : 29 W/(m·K) à 20 °C ; Résistivité électrique : 0,39 Ω·mm²/m ; Module d’élasticité : 150 GPa |
|
Données sur la corrosion (eau de mer) |
Taux de corrosion uniforme : 0,025–0,050 mm/an (90/10), < 0,025 mm/an (70/30) ; Très résistant à la corrosion sous contrainte et à la corrosion par piqûres ; Vitesse maximale admissible de l’eau de mer : 3,5 m/s (90/10), 4,5 m/s (70/30) |
|
Gamme de tailles |
Soudure bout à bout : 1/2" à 48" (DN15 – DN1200) ; Soudure en saillie et filetée : 1/2" à 4" (DN15 – DN100) |
|
Épaisseur de paroi / Schedules |
Sch 5S, 10S, 20, 30, 40S, 40, 60, 80S, 80, 100, 120, 140, 160, XXS (schedules conformes à la norme ASME B36.19 pour les aciers inoxydables / CuNi) |
|
Code de type |
Té (égal), TEE-R (réducteur), TEE-SW (soudure en douille), TÉ-FILETÉ (fileté) |
|
Types de bouts |
Extrémités biseautées (30–37,5°, épaisseur de la face de racine : 1,6 mm ±0,8 mm) conformément à la norme ASME B16.25 ; extrémités lisses pour soudure en douille ; extrémités filetées conformément à la norme ASME B1.20.1 (NPT) |
|
Tolérances dimensionnelles (ASME B16.9) |
• DE (corps principal) : jusqu’à la taille nominale NPS 4 : ±1,6 mm ; NPS 5–8 : ±2,4 mm ; NPS 10–18 : ±3,2 mm ; NPS 20–48 : ±4,8 mm |
|
Classes de pression-température (C70600) |
Basé sur la conception sous pression ASME B16.9 pour les alliages cuivre-nickel : |
|
Caractéristiques de conception et de fabrication |
• Construction sans soudure jusqu’à la dimension NPS 12 ; soudée et traitée thermiquement pour les dimensions supérieures. |
|
Inspection et essais (norme) |
• Essai hydrostatique : chaque raccord – pression d’essai égale à 1,5 fois la pression nominale de conception, maintenue pendant au moins 30 secondes. |
|
ESSAI NON DÉSTRUCTIF (END) FACULTATIF / ESSAIS AMÉLIORÉS |
• Radiographie (RT) – complète circonférentielle ou ponctuelle. |
|
Marquage et traçabilité |
Marquage permanent à faible contrainte (estampillage ou marquage au laser) : logo du fabricant, nuance ASTM / UNS, Calendrier, diamètre nominal (NPS), numéro de fournée, type (TEE), classe de pression. Traçabilité depuis la fusion jusqu’à la pièce finale – conservée pendant 10 ans ou plus. |
|
Finition de surface et protection |
• Décapé et passivé (standard) – élimine les oxydes et laisse une couche passive propre. |
|
CERTIFICATIONS |
• EN 10204 type 3.1 – avec certificat de matière et traçabilité (essais internes). |
|
Emballage & Expédition |
• Caisse en bois ou palettes en acier. |
|
Applications (spécifiques) |
• Maritime : Refroidissement par eau de mer, réseau d’eau d’incendie, ballast, eaux sales, sanitaire, lignes hydrauliques. |
|
Limitations / Mises en garde |
• Non recommandé pour l’ammoniac ou les acides fortement oxydants. |

Construction et réparation navale

Ingénierie offshore et maritime
Désalinisation

Production d'énergie

Refroidissement pétrochimique et industriel
Systèmes de traitement des eaux de ballast (BWTS)

Infrastructures et environnement sous-marin

Nous proposons une consultation technique individuelle avec des ingénieurs, couvrant l’ensemble des aspects, de la sélection des produits et des calculs dimensionnels aux recommandations relatives au procédé de soudage.

Nous prenons en charge les diamètres non standard, les épaisseurs de paroi non standard, les tées réducteurs ainsi que les traitements spéciaux des extrémités (par exemple, chanfreins allongés et revêtements protecteurs).

Les dimensions courantes (C70600, série Sch 40/80, NPS 1/2″ à 12″) sont disponibles immédiatement en stock ; les dimensions spéciales peuvent être livrées en aussi peu que 7 jours.

Chaque produit est accompagné d’un numéro de lot traçable, de certificats de matière (EN 10204 3.1/3.2) et d’un rapport d’essai complet.

Nous pouvons fournir des certificats de sociétés de classification telles que DNV, ABS, LR, BV, CCS et d'autres afin de répondre aux exigences de classification du projet.
Nous proposons une réinspection de la qualité des soudures, une analyse sur site des problèmes et un service de remplacement gratuit pendant la période de garantie.
Droits d'auteur © TOBO GROUP Tous droits réservés - Politique de confidentialité
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 VI
VI
 TH
TH
 TR
TR
 GA
GA
 CY
CY
 BE
BE
 IS
IS



