If you have a need to contact us, email us at [email protected] or use the form below.
We look forward to serving you!



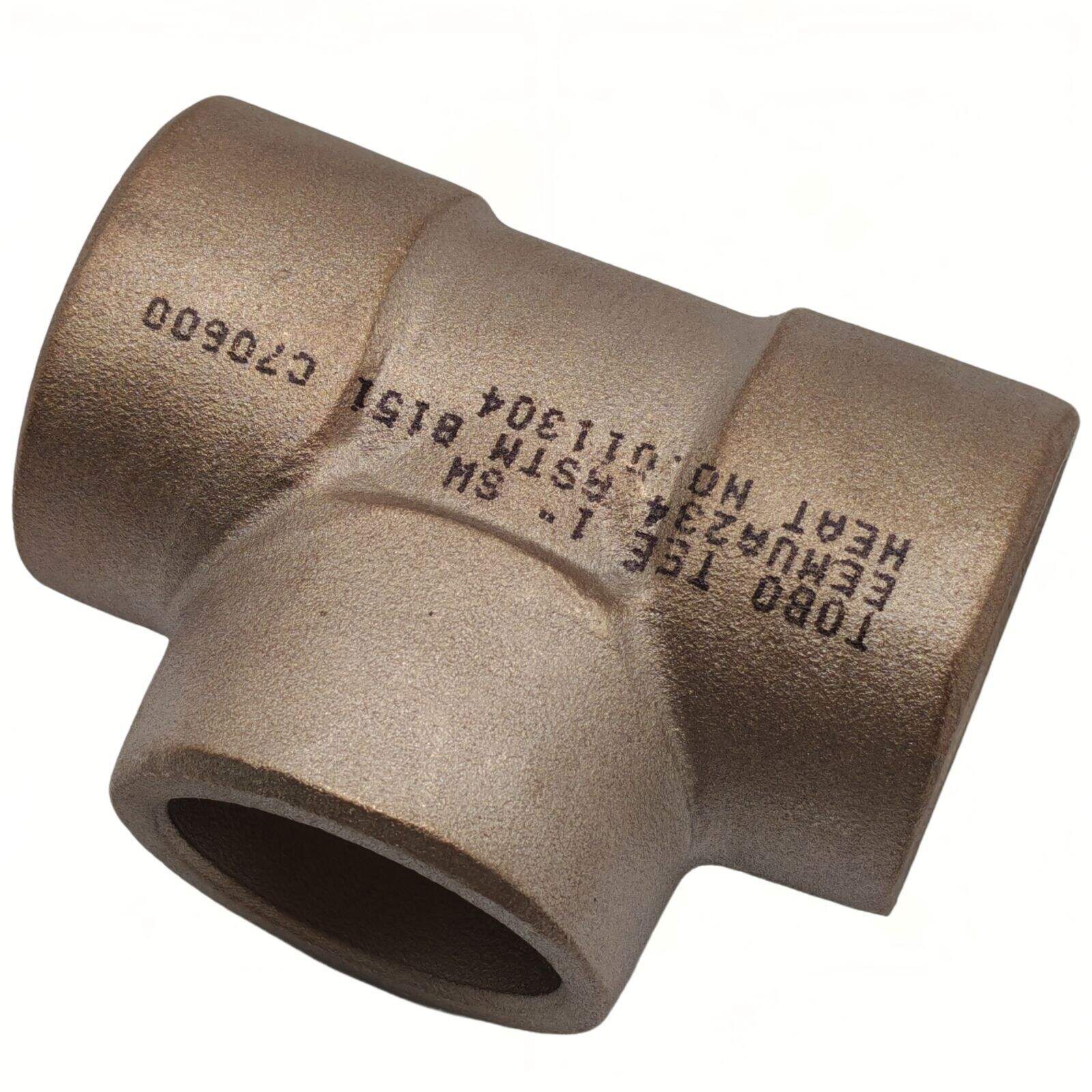
Industrial Copper-Nickel Tee
Copper-nickel tees are manufactured from 90/10 or 70/30 copper-nickel alloys, offering excellent resistance to seawater corrosion and biofouling, as well as good weldability. They are specifically designed for branch connections in piping systems carrying seawater, industrial cooling water, and similar fluids. Available in equal-diameter or reducer configurations in accordance with standards such as ASTM and DIN, they are widely used in marine, seawater cooling, and heat exchange systems.


Core Industrial Advantages
Excellent Resistance to Seawater Corrosion: Copper-nickel alloys (particularly 90/10 and 70/30) exhibit extremely low uniform corrosion rates in high-chloride-ion media such as seawater and brackish water, far outperforming carbon steel and ordinary stainless steel, thereby significantly extending the service life of piping systems.
Resistance to Biofouling: Copper ions in the material inhibit the attachment and reproduction of marine microorganisms, reducing pipeline blockages and the need for frequent cleaning and maintenance, making it suitable for long-term submersion in seawater.
Good Resistance to Stress Corrosion and Impact: Compared to austenitic stainless steel, copper-nickel alloys are not susceptible to stress corrosion cracking and maintain excellent ductility and low-temperature toughness.
Excellent Formability and Weldability: The material allows for homogeneous welding, producing high-strength, dense welds. It is compatible with TIG, MIG, and brazing, facilitating on-site installation and maintenance.
Long-term cost-effectiveness: Although the initial material cost is slightly higher, the total life-cycle cost is significantly reduced due to the elimination of coatings, sacrificial anodes, and frequent replacements.
|
Parameter |
Details |
|
Applicable Standards |
ASME B16.9 (Buttweld fittings), ASME SB466 / SB467, ASTM B466 / B467, MSS SP-43 (light-wall), BS 6154, DIN 2615, EN 1254-4 |
|
Material – UNS C70600 (90/10) |
Cu: min 88.6%, Ni: 9.0–11.0%, Fe: 1.0–1.8%, Mn: ≤1.0%, Zn: ≤1.0%, Pb: ≤0.05%, C: ≤0.05%, S: ≤0.03% |
|
Material – UNS C71500 (70/30) |
Cu: 68.5–71.5%, Ni: 29.0–33.0%, Fe: 0.4–1.0%, Mn: ≤1.0%, Zn: ≤1.0%, Pb: ≤0.05%, C: ≤0.05%, S: ≤0.03% |
|
Physical Properties (C70600) |
Density: 8.94 g/cm³; Melting Point: 1170–1240°C; Thermal Conductivity: 45 W/(m`K) @ 20°C; Electrical Resistivity: 0.19 Ω`mm²/m; Modulus of Elasticity: 135 GPa |
|
Physical Properties (C71500) |
Density: 8.94 g/cm³; Melting Point: 1180–1240°C; Thermal Conductivity: 29 W/(m`K) @ 20°C; Electrical Resistivity: 0.39 Ω`mm²/m; Modulus of Elasticity: 150 GPa |
|
Corrosion Data (seawater) |
Uniform corrosion rate: 0.025–0.050 mm/year (90/10), <0.025 mm/year (70/30); Highly resistant to crevice & stress corrosion cracking; Maximum allowable seawater velocity: 3.5 m/s (90/10), 4.5 m/s (70/30) |
|
Size Range |
Butt-weld: 1/2" to 48" (DN15 – DN1200); Socket weld & threaded: 1/2" to 4" (DN15 – DN100) |
|
Wall Thickness / Schedules |
Sch 5S, 10S, 20, 30, 40S, 40, 60, 80S, 80, 100, 120, 140, 160, XXS (Schedules in accordance with ASME B36.19 for stainless / CuNi) |
|
Type Code |
TEE (equal), TEE-R (reducing), TEE-SW (socket weld), TEE-THD (threaded) |
|
End Types |
Beveled ends (30–37.5°, root face 1.6 mm ±0.8 mm) per ASME B16.25; Plain ends for socket weld; Threaded ends per ASME B1.20.1 (NPT) |
|
Dimensional Tolerances (ASME B16.9) |
• OD (run) : up to NPS 4: ±1.6 mm; NPS 5–8: ±2.4 mm; NPS 10–18: ±3.2 mm; NPS 20–48: ±4.8 mm |
|
Pressure-Temperature Ratings (C70600) |
Based on ASME B16.9 pressure design for CuNi: |
|
Design & Fabrication Features |
• Seamless construction up to NPS 12; welded & heat-treated for larger sizes. |
|
Inspection & Testing (standard) |
• Hydrostatic test : each fitting – test pressure 1.5 x design rating, hold 30 sec minimum. |
|
Optional NDT / Enhanced Testing |
• Radiography (RT) – full circumferential or spot. |
|
Marking & Traceability |
Permanent low-stress stamping or laser marking: Manufacturer logo, ASTM / UNS grade, Schedule, NPS, Heat number, Type (TEE), Pressure class. Traceability from melt to final piece – retained for 10+ years. |
|
Surface Finish & Protection |
• Pickled & passivated (standard) – removes oxides, leaves a clean passive layer. |
|
Certifications |
• EN 10204 Type 3.1 – with material certificate and traceability (in-house test). |
|
Packing & Shipping |
• Wooden crates or steel pallets. |
|
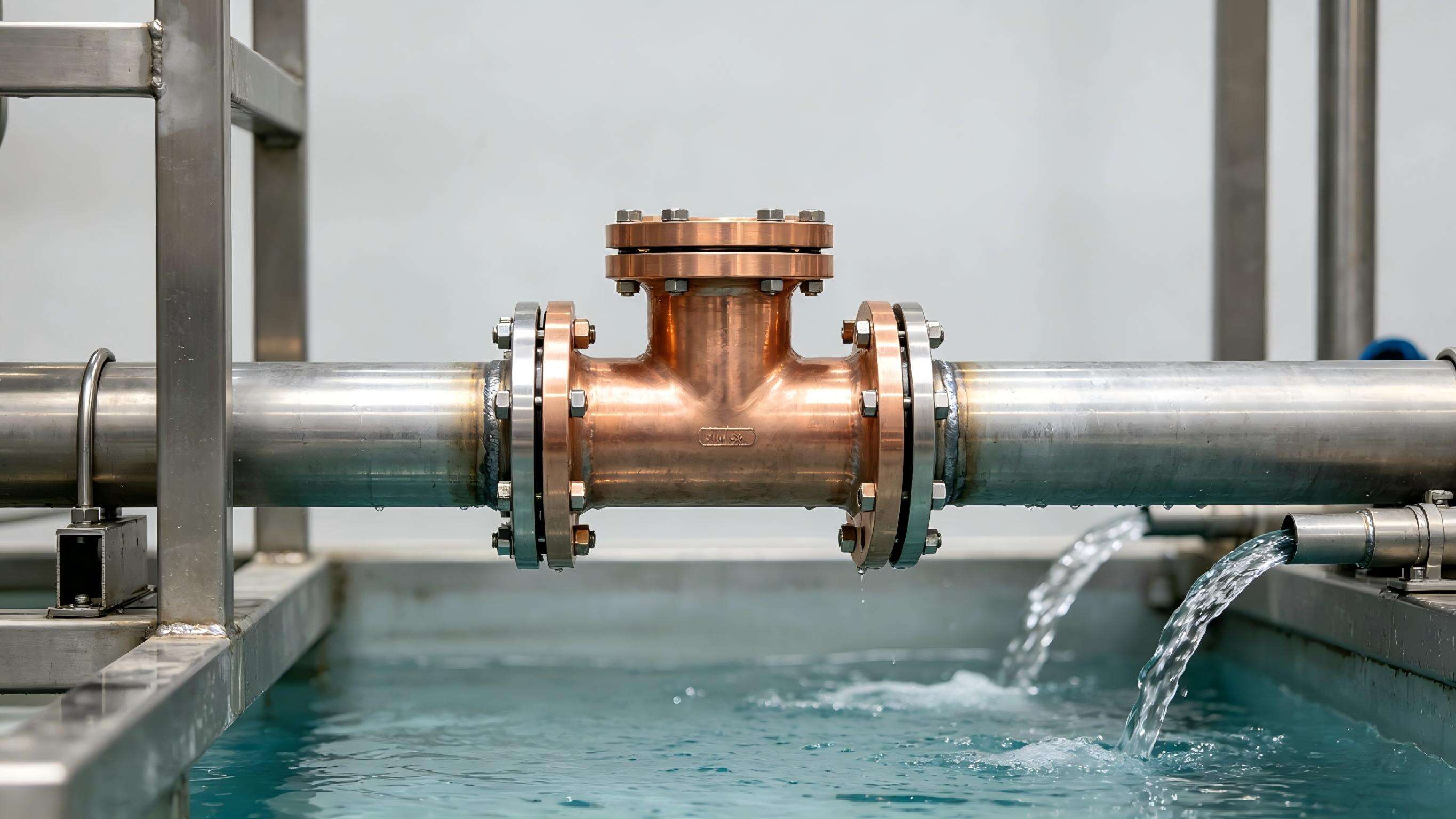
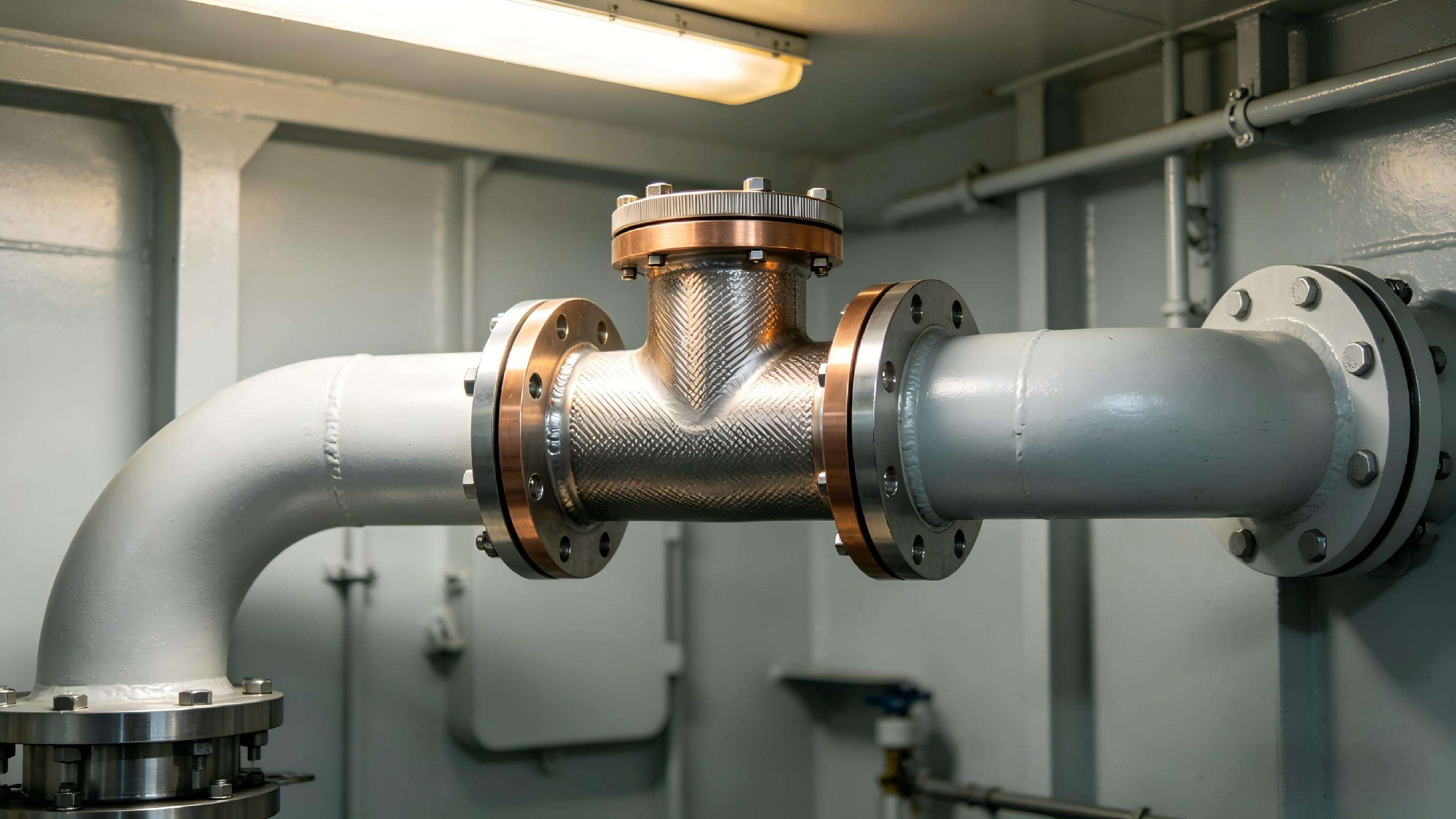
Applications (specific) |
• Marine: Seawater cooling, fire main, ballast, bilge, sanitary, hydraulic lines. |
|
Limitations / Warnings |
• Not recommended for ammonia or strong oxidizing acids. |

Shipbuilding & Repair

Offshore & Marine Engineering
Desalination

Power Generation

Petrochemical & Industrial Cooling
Ballast Water Treatment Systems (BWTS)

Infrastructure & Subsea

We provide one-on-one technical consultation with engineers, covering everything from product selection and dimensional calculations to welding process guidance.

We support non-standard diameters, wall thicknesses, reducer tees, and special end treatments (such as extended bevels and protective coatings).

Common specifications (C70600, Sch 40/80, NPS 1/2″–12″) are kept in stock; special specifications can be delivered in as little as 7 days.

Each product comes with a traceable heat number, material certificates (EN 10204 3.1/3.2), and a complete test report.

We can provide classification society certificates from DNV, ABS, LR, BV, CCS, and others to meet project classification requirements.
We offer welding quality re-inspection, on-site problem analysis, and free replacement services within the warranty period.
Copyright © TOBO GROUP All Rights Reserved - Privacy Policy
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 VI
VI
 TH
TH
 TR
TR
 GA
GA
 CY
CY
 BE
BE
 IS
IS




